
Description
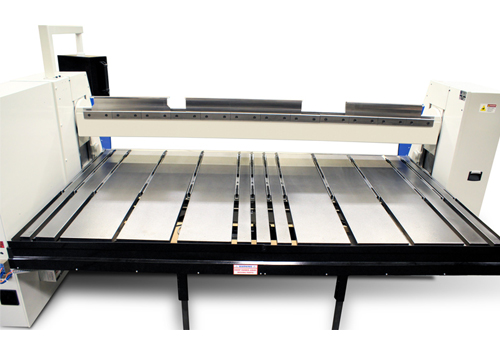
Roper Whitney Kombi Autobrake Series AB1014
For over 20 years, Roper Whitney has been producing quality folding systems for a variety of markets. Building on that experience, the Generation “2” Autobrake integrates advanced design with the features that have made the Autobrake the choice of professionals.
The Autobrake combines automated bending of angles up to 145°, material clamping, and material support into a single CNC controlled system employing wing bending techniques.
Manufacturing, service, and applications support are based in Rockford, IL U.S.A.
Benefits of the Generation “2” Autobrake system vs. manual or press brake bending are:
Reduced labor costs
Improved part accuracy
Reduced setup time
Minimized tool changes
Improved part quality especially on soft and pre-painted material
The Generation “2” Autobrake is a plate and weldment steel construction, delivering superior performance and features in a simplified rigid design. End housings are a plate-type construction bringing drive components close together for improved stiffness and performance. Actuating mechanisms are secured in rigid mounts at the outside of the housings, allowing easy maintenance.
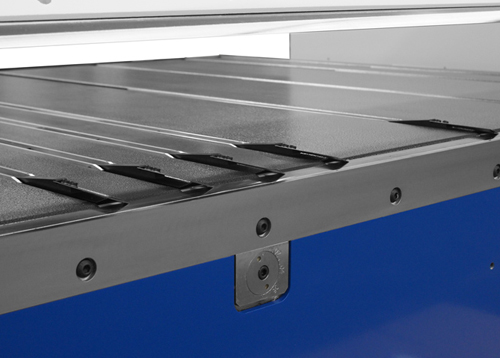
The unique Kombi beam is a fabricated structural prism on which is mounted tooling to firmly clamp a broad range of materials, close hems, and withstand the forces generated by capacity forming operations. Machined into the Kombi beam 180° from each other are the attachment surfaces for the straight and box and pan tooling. Tools are attached to the Kombi beam with standard socket head cap screws. Grooves are provided to secure tools even while the clamping bars are loosened for adjustment. Rotation of the Kombi beam is powered by a brake motor driving a sprocket and roller chain mechanism.
Clamping and hemming are programmed. The upper beam is driven to program settings on both ends by a brake motor and eccentric drive of the beam with a connecting shaft. Clamping and hemming power is delivered to the clamp jaws by a series of spring washers to provide variable clamping pressures with a shock-absorbing end stop. This provides reliable clamping pressure regardless of material thickness. Integral to the upper beam are the ways with non-metallic gibing to guide and retain the upper beam within the end housings.
Part program operation and creation are accomplished on a pendant-mounted computer control, located at the right-hand side of the machine. Programs are presented in a logical organized manner similar to the steps used to create parts on traditional folding brakes, allowing an easy rapid transition to the Autobrake. The computer control can be rotated into position for best use, and can be positioned to the rear of the machine.
Programming Functions are:
Bend Angle
Gauging distance
Spring back compensation
Offsets for hem operations
Radius profile macro gauge
Programmable delay for back
Customer alpha/numeric part number
Open hem height
Open, closed, or teardrop hemming entering of part
Information screen for related data
Material handling instructions
Jaw opening
Programmable part counter


